2023-09-07
NiTi合金由于其優(yōu)異的超彈性和形狀記憶效應(yīng),以及優(yōu)異的生物相容性和耐腐蝕性,引起了學(xué)界廣泛的研究興趣。然而,這種炙手可熱的新材料有一定的局限性。首先,與其他金屬相比生產(chǎn)成本昂貴。其次,這種材料的超彈性使其機(jī)械加工性較差。最后,NiTi合金對熱輸入表現(xiàn)出極大的敏感性,這使得它成為研究人員在與其他材料建立聯(lián)系時(shí)難以破解的難題。NiTi合金和其他材料之間的聯(lián)系一直是研究人員關(guān)注的一個(gè)領(lǐng)域。最值得注意的是不銹鋼(SS),由于其高級生物相容性、耐腐蝕性和優(yōu)異的機(jī)械性能,在生物醫(yī)學(xué)領(lǐng)域前景大好。NiTi和SS之間高質(zhì)量連接的成功實(shí)現(xiàn)無疑將擴(kuò)大其各自的應(yīng)用范圍,使其能夠用于具有復(fù)雜幾何形狀的各種系統(tǒng)。最終利用兩種材料的固有屬性來改善系統(tǒng)的整體結(jié)構(gòu)。近年來,研究人員對NiTi與SS之間的可靠連接進(jìn)行了研究。對于NiTi和SS之間的連接,已經(jīng)探索了各種熔焊方法。然而,盡管通過添加中間層,如銅或鋁,以提高性能,通過這些方法獲得的接頭性能仍相對較差。
超聲波點(diǎn)焊(USW)是一種新型焊接技術(shù),在過去20年中被應(yīng)用于航空、醫(yī)療、微電子和汽車制造等行業(yè)。已有研究人員利用超聲焊接NiTi合金,然而,目前的研究主要集中在超聲波焊接工藝參數(shù)對軟質(zhì)和輕質(zhì)金屬接頭性能和組織的影響,以及用熱輔助超聲焊接的新工藝對夾層(箔、粉末和復(fù)合夾層)進(jìn)行強(qiáng)化,并且缺乏對硬質(zhì)合金超聲焊接方面的研究。純鋁具有低熔點(diǎn)和高線性膨脹系數(shù),這使其能夠快速達(dá)到半熔化狀態(tài),并填充材料之間的間隙,以增強(qiáng)面間冶金結(jié)合。在超聲固相連接過程中,發(fā)現(xiàn)鋁和NiTi的組合不太可能產(chǎn)生脆性相,而在中等焊接能量的條件下,鋁和SS不會產(chǎn)生金屬間化合物層。本文探索了一種可靠的NiTi/SS連接方法,提供了使用USW將不同類型的NiTi和SS連接到鋁夾層的詳細(xì)分析。
本研究中使用的基材(BM)是超彈性NiTi形狀記憶合金(室溫下完全奧氏體)和商用AISI 304 SS(γ-Fe)板材,兩者的尺寸均為60 mm×15 mm×0.15 mm。使用尺寸為15 mm×15 mm×0.02 mm的純鋁箔作為中間層。在焊接之前,將NiTi合金樣品去除氧化物層。用砂紙去除304 SS表面的氧化膜,然后用酒精清洗并干燥。焊接裝置原理示意圖如下圖1所示。
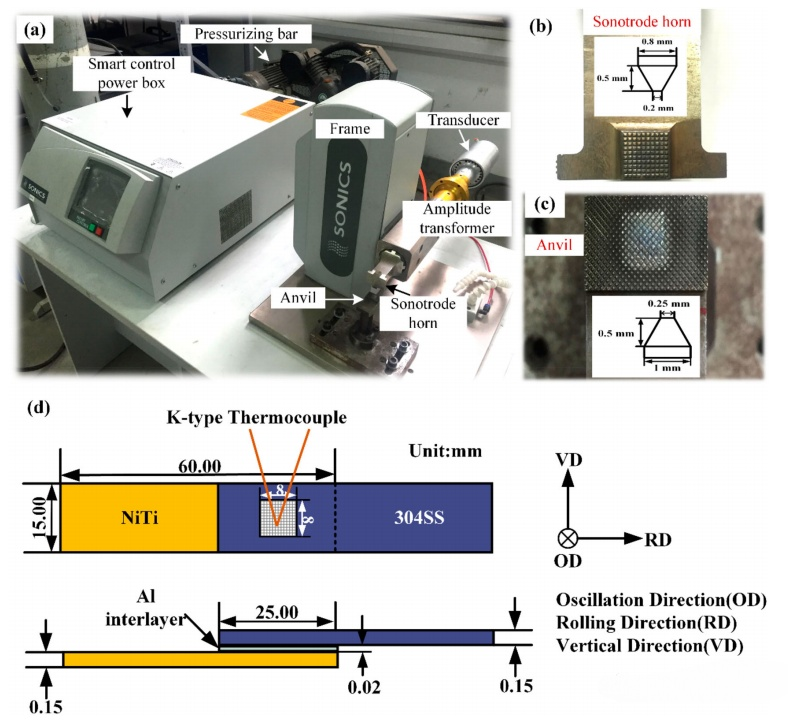
圖1 (a) 超聲波金屬點(diǎn)焊裝置,(b)(c)Sonotrode尖端和砧座的圖示與尺寸(d)焊接配置圖。焊接后,對不同能量輸入下的表面形貌、顯微結(jié)構(gòu)、接頭性能與失效分析,所得結(jié)果如下圖所示。
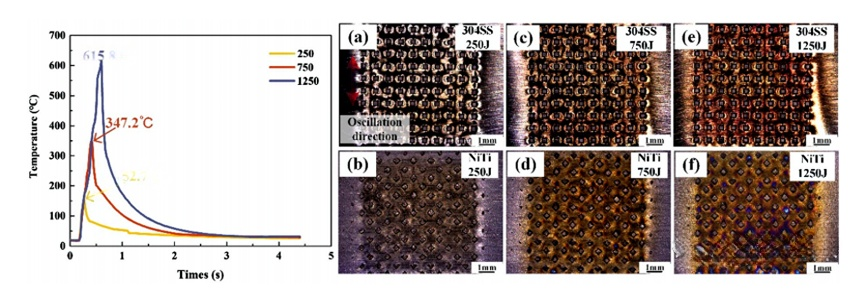
圖2 不同焊接能量下的溫度循環(huán)曲線和表面形態(tài)
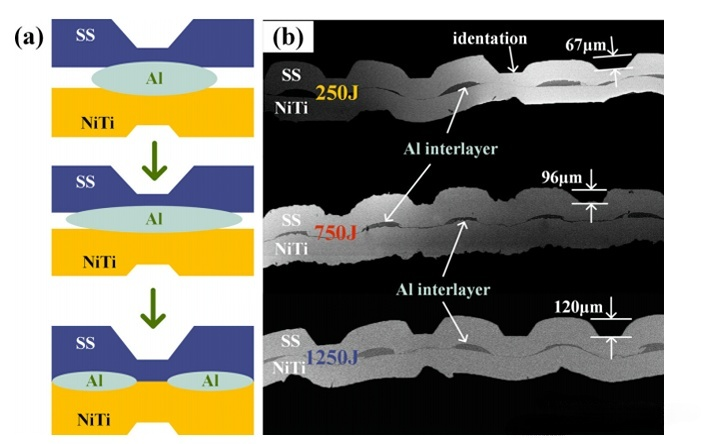
圖3(a) 鋁箔擠壓示意圖(b)250、750和1250J焊接能量下接頭界面的宏觀形態(tài)。
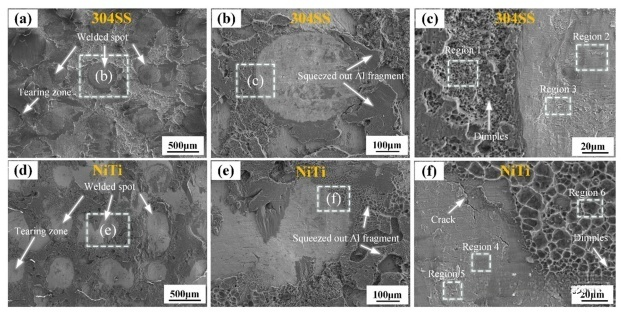
圖4 樣品250J斷裂的SEM結(jié)果:(a)SS側(cè)的宏觀斷裂;(b)(a)中的局部放大;(c) (b)中的局部放大;(d) NiTi側(cè)宏觀斷裂;(e)(d)和(f)中的局部放大。
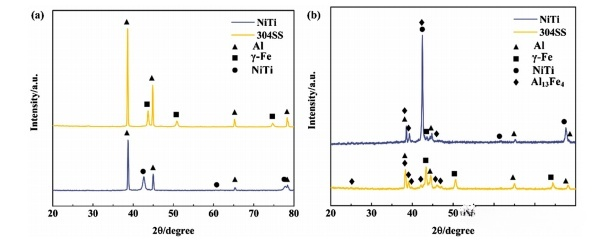
圖5 NiTi-Al-SS接頭斷裂的XRD結(jié)果:(a)能量為250J (b)能量為1250J。
本研究采用USW工藝,采用不同的焊接能量輸入,將NiTi合金與帶Al夾層的304不銹鋼連接,研究了焊接能量對接頭力學(xué)性能和微觀結(jié)構(gòu)的影響,得出了以下結(jié)論:
(1) 選用20μm的純鋁箔作為超聲波焊接的中間層,實(shí)現(xiàn)了SS與NiTi之間的有效連接。
(2) 鋁夾層的塑性流動(dòng)產(chǎn)生了NiTi-SS和NiTi-Al-SS迷人的“雙界面”特性。當(dāng)焊接能量保持在中等水平時(shí),“島狀”Fe4Al13金屬間化合物會在界面處產(chǎn)生感覺。然而,當(dāng)焊接能量過高時(shí),會產(chǎn)生界面Fe4Al13金屬間化合物層,從而對接頭性能造成不可修復(fù)的損害。
(3) 拉伸斷裂顯示出兩種可識別的斷裂模式:界面斷裂和邊緣斷裂,在750 J時(shí)獲得890 N的峰值載荷。值得注意的是,即使在超聲波焊接后,NiTi合金仍保持著與BM相同的功能性能,這預(yù)示著該技術(shù)在各種系統(tǒng)中可以得到廣泛應(yīng)用。
相關(guān)產(chǎn)品
相關(guān)新聞
Copyrigh www.dangdangwanggouwu.com.cn. All Rights Reserved. 唐山凱萊新材料有限公司 版權(quán)所有 冀ICP備18033999號-1  冀公網(wǎng)安備 13022502000152號
冀公網(wǎng)安備 13022502000152號 ![]()

械加工")
")
")
