2023-11-08
ĒáįŤń¶≤Ńļł «“Ľ∑NĻŐŌŗļłĹ”–¬ľľ–g£¨ĺŖ”–ĺG…ę°ĘÉěŔ|Ķ»ŐōŁc£¨‘ŕ‹ČĶņĹĽÕ®°ĘļĹŐž÷∆‘žļÕī¨≤į÷∆‘žĶ»ÓI”ÚĎ™”√ŹV∑ļ°£ĒáįŤń¶≤ŃļłĒáįŤÓ^Ķń›S÷–ĺÄŇcĻ§ľĢĹ””|√ś∑®ĺÄēĢ≥ ¨F“Ľ∂®Ĺ«∂»£¨«“Ŗ@“ĽĹ«∂»“Ľį„ěť2°„°ę5°„°£Ŗ@”–ņŻ”ŕłń…∆ļłĹ”ēr≤ńŃŌĶńŃųĄ”∑Ĺ Ĺ£¨‘Ųľ”üŠŃŅŃųĄ”£¨úp–°öą”ŗϙѶ°£ŽS÷ÝĒáįŤń¶≤Ńļłľľ–gĶńįl’Ļ£¨ôC∆ų»ňĒáįŤń¶≤Ńļł‘ŕĻ§≥Ő…Ō”–÷Ý÷ō“™ĶńĎ™”√°£Ķę «£¨“Úěť”–ÉAĹ«Ķńīś‘ŕ£¨‘ŕôC∆ų»ňļłĹ”«ķĺÄļÕ«ķ√śĶńļłŅpēr£¨ĒáįŤÓ^ĶńÉAĹ«“™Ććēr’{ĻĚ£¨Ŗ@ēĢ ĻļłĹ”Ļ§–ÚłŁľ”∑Ī¨ć£¨ļłĹ”‘OāšłŁľ”ŹÕŽs£¨ŐŠ…żŃňļłĹ”ĶńŽy∂»°£≤…”√üoÉAĹ«ĶńļłĹ”∑Ĺ∑®Ć¶ôC∆ų»ňĒáįŤń¶≤ŃļłĶńįl’ĻĺŖ”–÷ō“™Ķń◊ų”√°£
6061šXļŌĹū÷ų“™ļ¨MgļÕSiÉ…∑NļŌĹū‘™ňō£¨≤Ę“‘Mg2Siěť÷ų“™ĶńŹäĽĮŌŗ£¨Õ¨ēr∆šĺŖ”–ĶÕ√‹∂»°ĘńÕőg–‘°Ę“◊≥…–őĶ»Őō–‘°£Īĺ—–ĺŅ≤…”√5mmļŮ6061-T4šXļŌĹūįŚŖM––üoÉAĹ«ĶńĒáįŤń¶≤ŃļłļłĹ”£¨—–ĺŅ≤ĽÕ¨ļłĹ”ÖĘĒĶƶŔÓ^–‘ń‹ļÕĹMŅóĶń”įŪĎ£¨“‘∆ŕěťôC∆ų»ňĒáįŤń¶≤ŃļłĶńĎ™”√ŐŠĻ©ÖĘŅľ°£
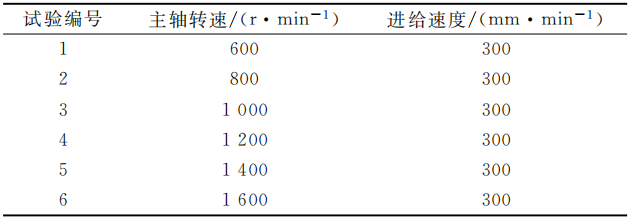
‘áÚě≤ńŃŌěť6061-T4šXļŌĹūįŚ£¨∆šĽĮĆW≥…∑÷“äĪŪ1,įŚ≤ń≥ŖīÁěť150mm°Ń60mm°Ń5mm°£łýďĢ“‘ÕýĶńĹõÚě‘O”čŃňüoÉAĹ«ĶńĒáįŤÓ^£¨∆š÷–ĒáįŤÓ^Ķń›SľÁŌÚÉ»≥ ¨F“Ľ≤Ņ∑÷ĶńÉAĹ«£¨ěťÕ‚łŖÉ»ĶÕĶń–ő Ĺ£¨Õ¨ērĒáįŤÓ^“≤‘O”č‘Ųľ”ŃňįĘĽý√◊Ķ¬¬›ĺÄ–ÕĽ®ľy£¨≤Ę«“‘ŕĒáįŤŠė…Ō√śľ”…Ō◊ů–ż¬›ľy°£ĒáįŤÓ^≥ŖīÁ ĺ“‚ąD“äąD1°£ĆĘÉ…ČKšXįŚīÚń•»•≥ż√ęīŐ“‘ľį—űĽĮń§£¨÷√”ŕĻ§—b…Ō£¨ Ļ∆šĆ¶Ĺ”’ŻżRáņ√‹°£ Ļ”√FSW1609K–ÕĒáįŤń¶≤ŃļłôC…ŌŖM––ļłĹ”‘áÚě°£ŖMĹoňŔ∂»ĻŐ∂®ěť300mm/min, ÷ų›SřDňŔ∑÷Ąeěť600°Ę800°Ę1000°Ę1200°Ę1400ļÕ1600r/minĺŖůwĶńļłĹ”ÖĘĒĶ“äĪŪ2°£
ĪŪ1 6061šXļŌĹū÷ų“™ĶńĽĮĆW≥…∑÷£®%£©

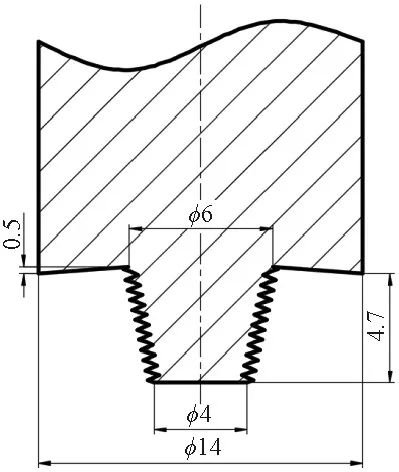
ąD1 ĒáįŤÓ^≥ŖīÁ ĺ“‚ąD
ĪŪ2 6061 FSWĻ§ňá‘áÚěÖĘĒĶ
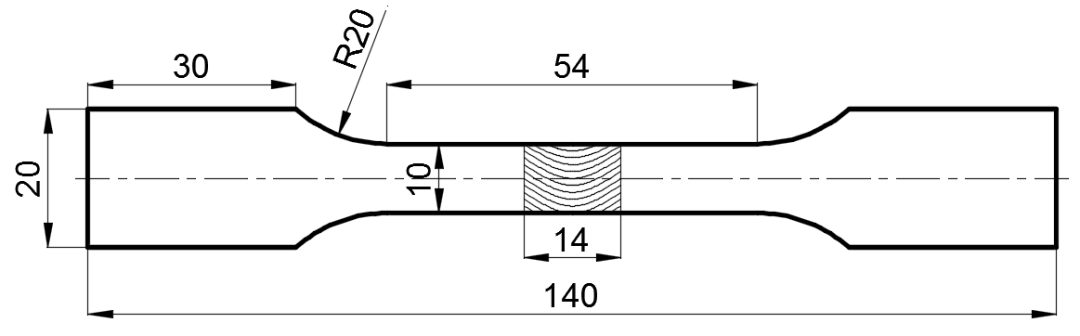
ąD2 ņ≠…ž‘áė”≥ŖīÁ
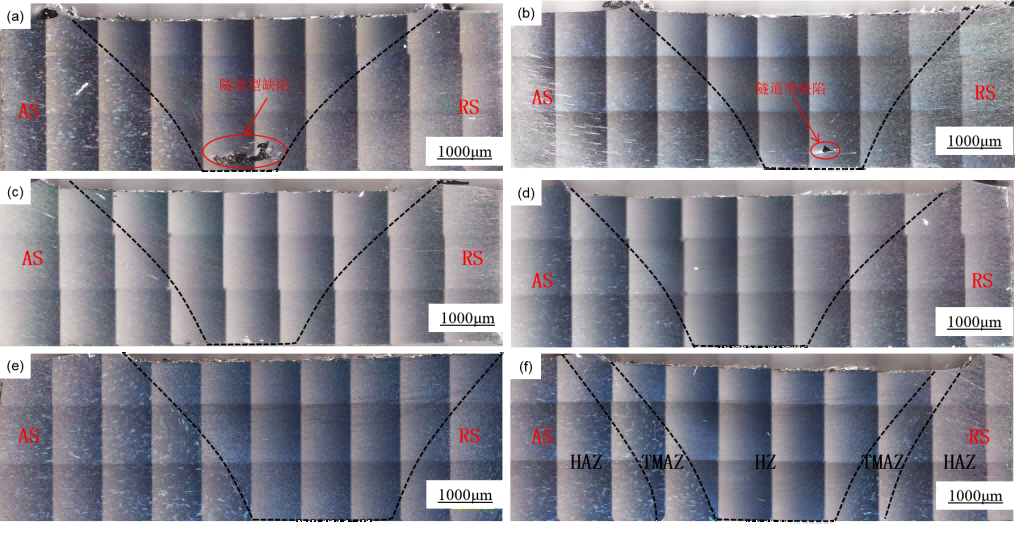
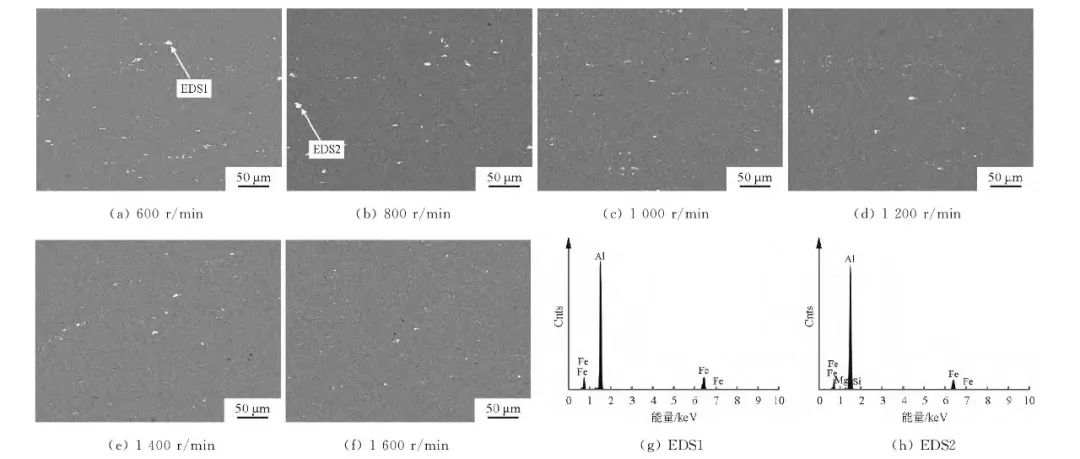
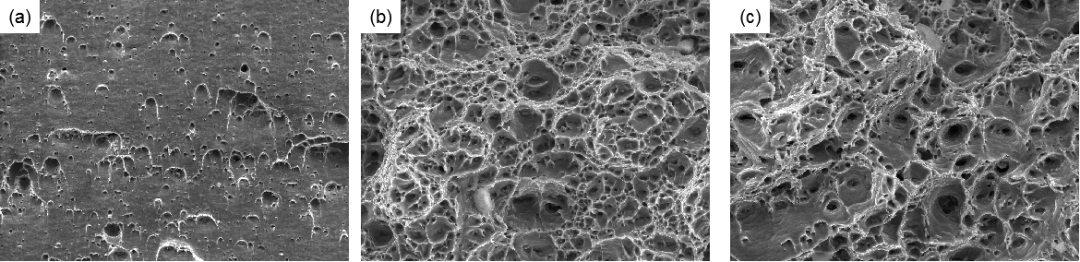
ąD3ěť≤ĽÕ¨Ļ§ňáŌ¬ļłŅpĶńĪŪ√ś–ő√≤°£Ņ…“‘Ņī≥Ų£¨ģĒļłĹ”řDňŔ›^ĶÕēr(600°Ę800r/min),ĒáįŤń¶≤ŃļłļłŅpĪŪ√ś≥…–őī÷≤ŕ£¨ĺ÷≤ŅőĽ÷√≥Ų¨FŃňĹūĆŔÓwŃ£°Ę√ęīŐŇcÔwŖÖ£¨Ŗ@ «”…”ŕļłĹ”Ŗ^≥Ő÷–ĒáįŤÓ^ģaüŠ›^…Ŕ£¨ĹūĆŔĶńň‹–‘ŃųĄ”≤Ľ◊„£¨‘ž≥…›SľÁŇcĹūĆŔįŚ≤ń÷ģťgįl…ķ’≥ŖB£¨Ćß÷¬ĹūĆŔÓwŃ£ļÕ√ęīŐģa…ķ°£ģĒ÷ų›SřDňŔŐŠłŖĶĹ1000r/minļů£¨ļłŅpĶńĪŪ√ś≥…–ő√ųÔ@łń…∆£¨Ķę «»‘»Ľīś‘ŕľö–°Ķń√ęīŐ°£ņ^ņmĆĘļłĹ”řDňŔ‘Ųīů÷Ń1200r/minľį“‘…Ōēr£¨įl¨FļłŅpĪŪ√ś≥…–őĻ‚Ľ¨£¨ľyņŪ«ŚőķĺýĄÚ«“üo√ęīŐģa…ķ°£
≤ĽÕ¨ļłĹ”Ļ§ňáŌ¬ļłŅpĹō√śĶńļÍ”^–ő√≤“äąD4°£Ņ…“‘Ņī≥Ų£¨ģĒļłĹ”řDňŔ›^ĶÕ(600°Ę800r/min)ēr£¨ļłŅpĶ◊≤Ņīś‘ŕňŪĶņ–Õ»ĪŌ›£ĽŽS÷ÝřDňŔ‘Ųľ”£¨ģĒřDňŔŖ_ĶĹ1000r/minľį“‘…Ōēr£¨ļłŅpňŪĶņ–Õ»ĪŌ›ŌŻ≥ż°£‘ŕFSWļłĹ”Ŗ^≥Ő÷–£¨ļłĹ”üŠ›Ē»ŽŃŅƶļłŅp≥…–ő∆ū÷Ý÷ŃÍP÷ō“™Ķń◊ų”√°£∂Ý‘ŕĒáįŤń¶≤ŃļłŖ^≥Ő÷–Ķńń‹ŃŅļÕúō∂»Ņ…”…ļłĹ”Ļ§ňáÖĘĒĶĪŪ Ų£¨ĺŖůw»ÁŌ¬£ļ

(a)600r/min (b)800r/min (c)1000r/min (d)1200r/min (e)1400r/min (f)1600r/min
ąD3 ļłŅpĶńĪŪ√ś≥…–őąDė”
a)600r/min (b)800r/min (c)1000r/min (d)1200r/min (e)1400r/min (f)1600r/min
ąD4 ļłŅpôMĹō√śļÍ”^–ő√≤
(a)Ķŕ∂ĢŌŗ∑÷≤ľ (b)ī÷īůŌŗ≥…∑÷
ąD5 6061-T4 šXļŌĹūńł≤ńĶŕ∂ĢŌŗ∑÷őŲ
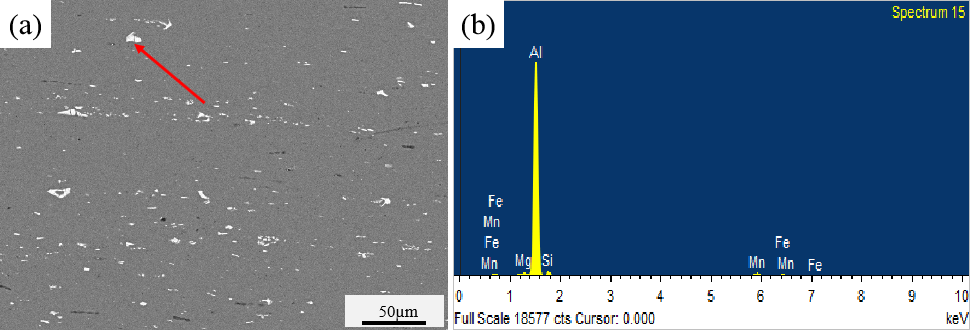
ąD6 ļłļňÖ^Ķŕ∂ĢŌŗ∑÷≤ľľįEDS∑÷őŲ
ąD7 ļłŅpÔ@őĘ”≤∂»∑÷≤ľ
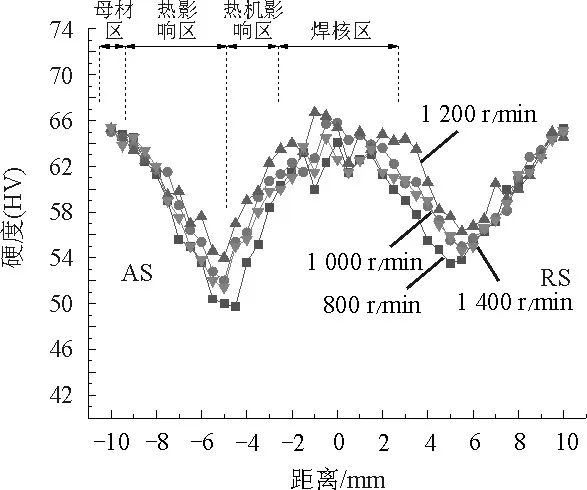
Ņ…“‘įl¨F£¨ŇcļłŅp÷––ńĶńĺŗŽx≤ĽÕ¨£¨”≤∂»“≤≤ĽÕ¨£ļńł≤ńÖ^>ļłļňÖ^>üŠôC”įŪĎÖ^>üŠ”įŪĎÖ^°£ńł≤ńĶń∆Ĺĺý”≤∂»(HV)◊ÓłŖ£¨Ŗ_ĶĹ72°£Õ¨ērŅ…“‘”^≤žļłļňÖ^”…Ķ»›SĺßľöŃ£ĹM≥…£¨“Úěť ‹ĶĹľöĺߏäĽĮĶń”įŪĎ£¨ňý“‘ļłļňÖ^Ķń∆Ĺĺý”≤∂»ēĢłŖ”ŕüŠ”įŪĎÖ^ļÕüŠôC”įŪĎÖ^Ķń∆Ĺĺý”≤∂»°£üŠôC”įŪĎÖ^‘ŕļłĹ”Ŗ^≥Ő÷– ‹ĶĹĶńĄ”ĎB‘ŔĹYĺß≥Ő∂»≤Ľ»ÁļłļňÖ^£¨∆šÉ»≤ŅĺßŃ£ĪĽņ≠ťL£¨ Ļ∆š”≤∂»ĹĶĶÕ°£Õ¨ērüŠ”įŪĎÖ^‘ŕĒáįŤń¶≤ŃļłļłĹ”üŠ—≠≠hĶń◊ų”√Ō¬£¨É»≤ŅőĘ”^ĹMŅóįl…ķĄ”ĎBĽōŹÕ£¨ĺßŃ£ī÷ĽĮ£¨Ćß÷¬∆š∆Ĺĺý”≤∂»◊ÓĶÕ°£
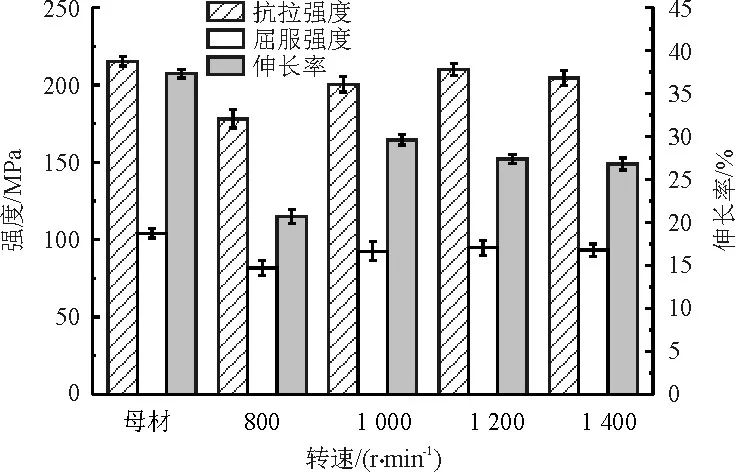
ąD8 łųāÄĻ§ňáÖĘĒĶļłŅpĶńѶĆW–‘ń‹
a)600r/min (b)1200r/min (c)1600r/min
ąD9 ≤ĽÕ¨řDňŔŌ¬ļłŅpĒŗŅŕ–ő√≤
—–ĺŅĹY’ď
(1)ļłĹ”řDňŔ›^ĶÕēr(600°Ę800r/min),6061šXļŌĹūĒáįŤń¶≤ŃļłļłŅpĶńĪŪ√ś≥…–ő›^≤Ó£¨”–›^∂ŗ√ęīŐīś‘ŕ£¨ļłŅpÉ»≤Ņ≥Ų¨FňŪĶņ–Õ»ĪŌ›£ĽĒáįŤÓ^řDňŔŐŠłŖ£¨ĒáįŤń¶≤ŃļłĶńļłĹ”üŠ›Ē»ŽŃŅŌŗĎ™‘Ųľ”£¨≤ńŃŌĶńň‹–‘ŃųĄ”ľ”Źä£¨ļłŅpĶńĪŪ√ś≥…–őĻ‚Ľ¨£¨É»≤ŅĶńňŪĶņ–Õ»ĪŌ›ŌŻ ß°£
(2)ŽS÷ÝļłĹ”řDňŔ≤ĽĒŗ‘Ųľ”£¨ļłļňÖ^É»ĶńĺßŃ£≥ŖīÁ≤ĽĒŗ‘Ųīů£¨ī÷ĺßĶŕ∂ĢŌŗŃ£◊”úp…Ŕ£¨Ķŕ∂ĢŌŗŃ£◊”◊Éľö£¨Ćß÷¬Ń¶ĆW–‘ń‹ŽS÷ÝřDňŔĶń‘Ųľ”≥ ¨FŌ»‘Ųľ”ļů∑Ä∂®Ō¬ĹĶĶńŕÖĄ›£¨ģĒřDňŔěť1200r/minērļłŅpĶńѶĆW–‘ń‹Ŗ_ĶĹ◊Óľ—°£
(3)ļłĹ”řDňŔĶń‘Ųľ”łń◊ÉŃňļłŅpĶńĒŗŃ—őĽ÷√°£ģĒřDňŔěť600r/min ērĒŗŃ—őĽ÷√‘ŕļłļňÖ^£ĽģĒřDňŔŐŠłŖ÷Ń800r/minľį“‘…Ōēr£¨ĒŗŃ—őĽ÷√‘ŕŅŅĹŁļłŅp∑ĶĽōā»Ķńńł≤ńŐ飨∂ÝÔ@őĘ”≤∂»«ķĺÄÕ¨ė”Ô@ ĺ‘ďŐéĶń”≤∂»÷Ķ◊ÓĶÕ°£
(4)ļłĹ”ňŔ∂»ĶńŐŠłŖłń◊ÉŃňļłŅpĶńĒŗŃ—∑Ĺ Ĺ°£ģĒřDňŔěť600r/minēr£¨ņ≠…žĒŗŃ—Ķń∑Ĺ Ĺěťīŗ-Ūg–‘ĽžļŌĒŗŃ—£ĽģĒřDňŔŐŠłŖĶĹ1200r/minľį“‘…Ōēr£¨ņ≠…žĒŗŃ—∑Ĺ ĹěťĶš–ÕĶńŪg–‘ĒŗŃ—°£
ŌŗÍPģa∆∑
ŌŗÍP–¬¬Ą
Copyrigh www.dangdangwanggouwu.com.cn. All Rights Reserved. Ő∆…ĹĄP»R–¬≤ńŃŌ”–ŌřĻęňĺ įśôŗňý”– ľĹICPāš18033999ŐĖ-1  ľĹĻęĺWį≤āš 13022502000152ŐĖ
ľĹĻęĺWį≤āš 13022502000152ŐĖ ![]()




